-

قیمت و خرید تیرچه بتنی با میلگرد 8 و 8 با زیگزاگ 6 استاندارد
165,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 8 و 10 با زیگزاگ 6 استاندارد
170,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 10 و 12 با زیگزاگ 6 استاندارد
185,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 12 و 14 با زیگزاگ 8 استاندارد
214,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 12 و 14 با زیگزاگ دوبل 6 استاندارد
214,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 12 و 14 با زیگزاگ دوبل 8 استاندارد
234,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 14 و 16 با زیگزاگ دوبل 6 استاندارد
238,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 14 و 16 با زیگزاگ دوبل 8 استاندارد
254,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 16 و 16 با زیگزاگ دوبل 6 استاندارد
244,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 10 و 12 با زیگزاگ 6 و تقویتی 8 استاندارد
195,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 10 و 12 با زیگزاگ 6 و تقویتی 12 استاندارد
203,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 12 و 14 با زیگزاگ 8 و تقویتی 10 استاندارد
229,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 10 و 12 با زیگزاگ 6 دوبل و تقویتی 8 استاندارد
206,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 10 و 12 با زیگزاگ 6 دوبل و تقویتی 10 استاندارد
209,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 12 و 14 با زیگزاگ 6 دوبل و تقویتی 12 استاندارد
236,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 12 و 14 با زیگزاگ 8 دوبل و تقویتی 12 استاندارد
254,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 14 و 16 با زیگزاگ 8 دوبل و تقویتی 12 استاندارد
272,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 14 و 16 با زیگزاگ 6 دوبل و تقویتی 12 استاندارد
246,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 14 و 16 با زیگزاگ 6 دوبل و تقویتی 14 استاندارد
260,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 14 و 16 با زیگزاگ 8 دوبل و تقویتی 14 استاندارد
282,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 16 و 16 با زیگزاگ 8 دوبل و تقویتی 14 استاندارد
285,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 16 و 16 با زیگزاگ 8 دوبل و تقویتی 16 استاندارد
296,000 تومان -
قیمت و خرید تیرچه بتنی با میلگرد 16 و 18 با زیگزاگ 8 دوبل و تقویتی 18 استاندارد
330,000 تومان






















مدیرعامل شرکت ساختمانی صاد
کارشناس ارشد مهندسی عمران گرایش سازه
عضو سازمان نظام مهندسی تهران
دارای 20 سال تجربه و سابقه اجرایی در صنعت ساختمان ایران
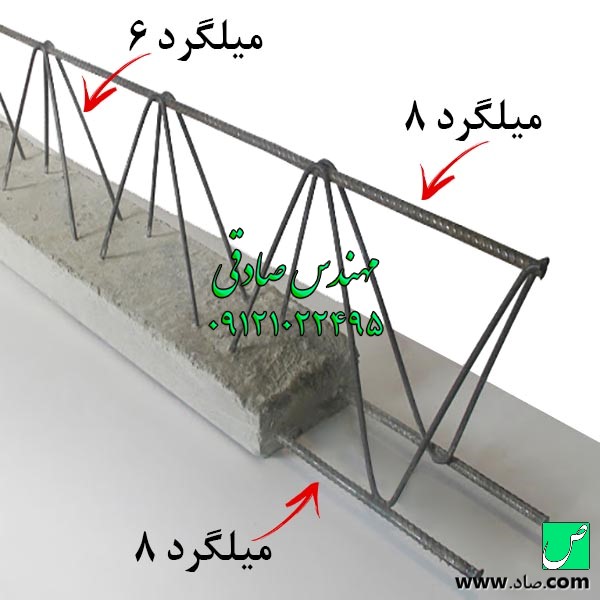
تیرچه بتنی
تیرچه بتنی استاندارد از میلگرد فوقانی و میلگرد تحتانی و همچنین میلگرد خرپایی زیگزاگ و در صورت لزوم با استفاده از میلگرد تقویتی تحتانی مطابق با آیین نامه ملی و در کارگاه تخصصی تولید و به فروش میرسد. در برخی از موارد برای کنترل نیروی برشی در انتهای دهانه با توجه به اینکه در محاسبات سازه ای اتصال تیرچه بتنی به تیر مفصلی محاسبه میشود و از آنجایی که در نزدیکی تکیه گاه مفصلی تحت خمش نیروی برشی ماکزیمم است در دو انتهای تیرچه از زیگزاگ دوبل یا اصطلاحاً خرپا دوبل استفاده میشود. در جوش خرپای تیرچه بتنی بهتر است از جوش CO2 استفاده شود. البته این مسئله را باید در نظر گرفت که جوشکاری خرپا و همچنین اجرای گام زیگزاگ باید مطابق با استاندارد نشریه 542 سازمان برنامه و بودجه و معاونت راهبردی ریاست جمهوری باشد. مطابق با آیین نامه، گام زیگزاگ تیرچه بتنی باید 20 سانتیمتر باشد و میلگرد زیگزاک به میلگرد تحتانی و فوقانی کاملاً جوش شده باشد. سقف تیرچه بلوک معمولاً با فندوله سفالی به عرض 12 سانتیمتر تولید میشود و وظیفه فندوله سفالی همانند قالبی است که میلگرد تحتانی را در بتن مدفون میکند از این رو پاشنه بتنی با استفاده از میلگرد تحتانی مسلح میشود. برای محاسبه تعداد تیرچه بتنی بر طبق تجربه طول بارگیر تیرچه در جهتی که تیرچه در آن ریخته شده است را تقسیم بر عدد 0.54 میکنیم و عدد به دست آمده را به بالا گرد میکنیم. به عنوان مثال چنانچه عرض بارگیر تیرچه بتنی در جهتی که تیرچه در آن قرار گرفته است 6 متر طول باشد با توجه به تقسیم عدد 6 بر 0.54 که میشود 11.1 در نتیجه به 12 عدد تیرچه بتنی نیاز داریم. یکی از مسائل بسیار مهمی که حین خرید تیرچه بتنی باید در نظر داشته باشیم کد 10 رقمی استاندارد تولید کننده تیرچه است. این کد 10 رقمی باید در سامانه پیامکی سازمان ملی استاندارد ایران قابل استعلام باشد زیرا مهندسین ناظر پروژه نسبت به این مسئله حساس هستند و در گزارش اعلامی خود به شهرداری باید وجود یا عدم وجود گواهی استاندارد تیرچه بتنی را قید کنند.

خرید تیرچه
از آنجا که استاندارد فوم سقفی و یا بلوک سفالی 50 سانتیمتر است بهتر است که فواصل تیرچه در سقف 50 سانتیمتر باشد. در صورتی که فاصله تیرچه ها کمتر از 50 سانتیمتر باشد فوم سقفی به راحتی برش میخورد و این فاصله را پر میکند اما در صورتی که فاصله تیرچه ها بیشتر از 50 سانتیمتر باشد در اجرای فوم سقفی یا بلوک سفالی ممکن است مشکل ایجاد شود. قیمت تیرچه بتنی بر اساس متر طول تعیین میشود و با استفاده از نیسان و خاور و کامیون قابل حمل و تحویل به پروژه های ساختمانی در سراسر ایران است. قیمت تیرچه بتنی بر اساس هر متر طول درج شده است و معمولاً روند خرید تیرچه بتنی به این صورت است که بر اساس نیاز پروژه که معمولاً در جداول محاسب سازه به کارفرما داده میشود طول تیرچه بتنی تعیین میشود. سپس با اعلام لیست مورد نیاز به سازنده نسبت به صدور پیش فاکتور تیرچه بتنی و در صورت توافق نسبت به خرید آن اقدام میشود. تیرچه بتنی با استفاده از انواع خودرو حمل نظیر وانت نیسان، خاور، کامیون و یا کفی به سراسر ایران قابل ارسال است و هزینه حمل تیرچه بتنی با توجه به تعرفه اتحادیه باربری تعیین میشود. همچنین حمل تیرچه بتنی مطابق با آیین نامه و به صورت استاندارد به محل پروژه صورت میگیرد تا از هرگونه اعوجاج و ترک خوردگی در تیرچه بتنی جلوگیری شود.
استانداردهای ضروری تیرچه در ایران
لیست زیر شامل مهمترین استانداردها و آییننامههای فنی است که هر مهندس، تولیدکننده و پیمانکار در طراحی، ساخت و اجرای سقفهای تیرچه و بلوک و سقفهای پیشساخته در ایران باید به آنها مسلط باشد:
1. استاندارد ملی تیرچه خرپایی (ISIRI 2909-1):
کاربرد مهندسی: این استاندارد، مرجع اصلی برای مشخصات فنی و ابعادی تیرچههای خرپایی متداول است. ضوابط آن شامل حداقل سطح مقطع میلگردهای کششی، فشاری، و میلگردهای عرضی (زیگزاگ) خرپا بوده و برای تولید تیرچههای با کیفیت و ایمن در سقف تیرچه-بلوک، الزامآور است.
2. استاندارد ملی تیرچه پیشتنیده (ISIRI 2909-3):
کاربرد مهندسی: ضوابط طراحی و تولید تیرچههایی است که با استفاده از بتن با مقاومت بالا (حداقل C35) و فولادهای پرمقاومت (وایرها) تولید میشوند. استفاده از تکنیک پیشتنیدگی (Pre-stressing) در این نوع تیرچهها، امکان اجرای دهانههای بلندتر و کاهش خیز (Deflection) سقف را فراهم میآورد.
3. استاندارد میلگرد مصرفی در تیرچهها (ISIRI 3132):
کاربرد مهندسی: این استاندارد، طبقهبندی و ویژگیهای مکانیکی میلگردهای فولادی (A1، A2، A3، A4) را مشخص میکند. در تیرچه خرپایی، میلگردهای کششی معمولاً از نوع A3 و میلگرد بالایی (فشاری) میتواند A2 یا A3 باشد. کنترل گواهینامه فنی میلگردها مطابق این استاندارد، تضمینکننده مقاومت مورد نیاز محاسبات سازه است.
4. آییننامه بتن ایران (آبا) - (نشریه ۱۲۰):
کاربرد مهندسی: مرجع اصلی و پایه برای طراحی لرزهای، بارگذاری و جزئیات بتنآرمه تمامی سازههای بتنی از جمله اجزای بتنی تیرچه. رعایت ضوابط آبا در مورد پوشش بتن (Cover)، حداقل مقاومت بتن و جزئیات آرماتورگذاری، برای دوام و عملکرد لرزهای تیرچه حیاتی است.
5. مقررات ملی ساختمان – مبحث ۹:
کاربرد مهندسی: این مبحث، الزامات قانونی و فنی طراحی و اجرای سازههای بتنی (از جمله تیرچهها) در سطح کشور است. در واقع، بسیاری از ضوابط آبا در مبحث ۹ گنجانده شده و رعایت آن برای اخذ پایان کار الزامی است.
6. آییننامه طراحی و اجرای سقف تیرچهبلوک (نشریه ۵۴۳):
کاربرد مهندسی: این دستورالعمل، راهنمای گام به گام اجرای صحیح سقف است. شامل نکات مهمی چون نحوه اجرای شمعبندی (جکها)، ضوابط بتنریزی سقف، اجرای میلگردهای اوتکا و کلاف عرضی (Ties)، و نکات مربوط به ترکها است که مستقیماً بر کیفیت و ایمنی نهایی سقف اثر میگذارد.
7. استاندارد تیرچه کرومیت (فلزی با جان باز) (ISIRI ۱۱۲۶۸):
کاربرد مهندسی: مرجع طراحی و تولید تیرچههای با جان باز (Open-web Steel Joists) که با نام تجاری کرومیت شناخته میشوند. این تیرچهها معمولاً به دلیل وزن کمتر و اجرای سریعتر در سقفهای با دهانه متوسط کاربرد دارند.
8. استاندارد جوش نقطهای در تیرچه صنعتی (ISIRI ۴۹۷۷):
کاربرد مهندسی: ضوابط فنی مربوط به کیفیت جوشکاری اتصالات خرپا در تیرچههایی که به صورت صنعتی و با دستگاههای اتوماتیک جوش نقطهای تولید میشوند. کنترل منظم کیفیت این جوشها برای جلوگیری از گسیختگی خرپا تحت بارهای اجرایی و بهرهبرداری بسیار مهم است.
نکات تخصصی مهندسی سازه در مورد تیرچه
توجه به الزامات بارگذاری: هنگام طراحی یا کنترل تیرچه، علاوه بر نشریه ۱۲۰ و مبحث ۹، حتماً باید به نشریه ۳۸۸ (راهنمای بارگذاری سازهها) توجه ویژه داشت. بسیاری از مشکلات سازهای سقفها، ناشی از عدم محاسبه دقیق بارهای اجرایی (شامل وزن بتن خیس، قالببندی و کارگران) در مرحله ساخت است.
کنترل کیفیت بتن: استاندارد ISIRI 3206 (مشخصات بتن) نه تنها به مقاومت، بلکه به روانی و کارایی مناسب بتن برای پر کردن کامل فضای زیر میلگردها و اطراف خرپا اشاره دارد. مقاومت بتن مصرفی در کارخانه تولید تیرچه (حتی اگر تیرچه خرپایی باشد) باید به صورت مستمر کنترل شود.
تفاوت ISIRI 2909-1 و 2909-3: برای کاربران سایتتان توضیح دهید که تیرچه خرپایی (۲۹۰۹-۱) با آرماتور معمولی مسلح میشود، اما تیرچه پیشتنیده (۲۹۰۹-۳) از وایر پرمقاومت با تنش اولیه بهره میبرد که ساختار و عملکرد آنها را کاملاً متمایز میکند و کاربرد هر یک به نوع پروژه (دهانه و بارگذاری) بستگی دارد.
مراحل تولید تیرچه بتنی
تولید تیرچه بتنی (Prefabricated Concrete Joist) یک فرآیند مهندسیشده و چندمرحلهای است که باید تحت نظارت دقیق و بر اساس ضوابط آییننامهای مانند مبحث نهم مقررات ملی ساختمان (طرح و اجرای ساختمانهای بتن آرمه) صورت پذیرد. این فرآیند شامل پنج گام اصلی است:۱. تهیه و آمادهسازی مصالح اولیهکیفیت مصالح اولیه، مستقیماً بر دوام، مقاومت و عملکرد سازهای تیرچه تأثیر میگذارد.میلگردهای فولادی:
میلگرد بالایی (میلگرد ممان منفی): اغلب از نوع (نیمهسخت) یا (سخت) استفاده میشود.
میلگرد پایینی (میلگرد کششی): شامل حداقل دو یا سه میلگرد است که بر اساس لنگر خمشی مثبت طراحی شده و معمولاً از نوع یا (آجدار) با مقاومت بالا انتخاب میگردد. نکته تخصصی: حداقل فاصله خالص بین این میلگردها باید برابر با قطر بزرگترین میلگرد یا باشد تا بتنریزی به خوبی انجام شده و پیوستگی کامل تأمین شود.
میلگردهای عرضی (خرپا/زیگزاگ): این عضو برای اتصال میلگردهای فوقانی و تحتانی و مقاومت در برابر برش در مراحل حمل و نصب استفاده میشود و معمولاً از میلگرد یا با قطر تا به صورت شبکهبندی جوششده تهیه میگردد.
بتن: بتن مورد استفاده باید دارای عیار مناسب (معمولاً حداقل سیمان) و اسلامپ کنترلشده باشد تا در عین کارایی مناسب برای ویبره، مقاومت فشاری لازم را پس از عملآوری تأمین کند.
۲. ساخت خرپای فولادی (شبکهبندی)در این مرحله، میلگردهای بالایی، پایینی و عرضی (زیگزاگ) با استفاده از دستگاههای جوش نقطهای (Spot Welding) یا جوش مقاومتی به یکدیگر متصل شده و اسکلت مثلثی شکل تیرچه موسوم به خرپا را تشکیل میدهند. در این مرحله ابعاد دقیق تیرجه مطابق با استاندارد و همچنین حداقل طول پاشنه بتنی جهت استقرار فوم سقفی و با بلوک سفالی باید رعایت شود. معمولاً در ایران طول طول پاشنه را 3.5 سانتیمتر در هر طرف در نظر میگیرند.اهمیت جوش: نقاط جوش باید از نظر مقاومت در برابر کشش، خمیدگی و برش، استاندارد لازم را داشته باشند. کیفیت پایین جوش میتواند در حین حمل و نقل یا بتنریزی، منجر به گسیختگی خرپا شود.
کنترل ابعاد: طول و ارتفاع خرپا باید با دقت زیاد کنترل شود تا پوشش بتنی (Cover) و جایگیری بلوکها در سقف، دقیقاً مطابق نقشههای سازهای باشد.
۳. بتنریزی و ویبره کردن (شکلدهی پاشنه)پس از تأیید ابعاد و کیفیت خرپا، نوبت به بتنریزی پاشنه (قسمت تحتانی تیرچه) میرسد.قالببندی: خرپاها در قالبهای فولادی قرار میگیرند که شکل نهایی پاشنه را تعیین میکند. حداقل عرض پاشنه باید باشد تا بتواند میلگردهای کششی را به طور کامل در خود جای دهد و استحکام لازم را برای تحمل بارهای حین اجرا داشته باشد.
بتنریزی و تراکم: بتن با عیار مشخص در قالب ریخته شده و فوراً با استفاده از ویبراتورهای خاص رومیزی یا لرزاننده متراکم میشود. هدف از ویبره: خارج کردن هوای محبوس، کاهش نسبت آب به سیمان مؤثر و اطمینان از پیوستگی کامل بتن با سطح میلگردهای کششی.
۴. عملآوری و نگهداریاین مرحله حیاتیترین بخش برای دستیابی به مقاومت نهایی تیرچه است و مستقیماً بر مقاومت فشاری بتن تأثیر میگذارد.محیط عملآوری: تیرچهها پس از بتنریزی و قبل از باز کردن قالبها، باید در شرایط دمایی و رطوبتی کنترلشده نگهداری شوند. این عملآوری میتواند به روشهای سنتی (پوشاندن با گونی مرطوب و پاشش آب) یا عملآوری حرارتی با بخار (برای افزایش سرعت تولید) انجام شود.
باز کردن قالب: قالبها معمولاً پس از گذشت حداقل تا ساعت (بسته به دمای محیط و نوع سیمان) و کسب مقاومت اولیه کافی برداشته میشوند.
نگهداری تا کسب مقاومت نهایی: تیرچهها باید برای حداقل روز در شرایط مرطوب نگهداری شوند تا حداقل درصد از مقاومت طراحی شده خود را به دست آورند.
۵. کنترل کیفیت، انبار کردن و بارگیریدر نهایت، تیرچههای تولیدشده باید قبل از خروج از کارخانه مورد ارزیابی کیفی قرار گیرند.آزمونهای کنترل کیفیت:
کنترل ابعادی: بررسی طول، ارتفاع، عرض پاشنه و پوشش بتنی میلگردها (Cover).
آزمون خیز (Deflection Test): انجام تست خیز تحت بار متمرکز و کنترل حداکثر مجاز طبق استاندارد.
آزمون مقاومت بتن: نمونهبرداری و ارسال مکعبهای بتنی به آزمایشگاه برای تعیین مقاومت فشاری.
انبار کردن: تیرچهها باید به صورت ایمن و تراز، بر روی شمعهای چوبی قرار گیرند تا از خم شدن یا ترک خوردگی در اثر وزن خود جلوگیری شود.
بارگیری و حمل: حمل و نقل باید به گونهای باشد که از ایجاد شوکهای ناگهانی یا شکستگیهای ناشی از تنشهای خمشی زیاد جلوگیری شود.
مراحل تولید تیرچه کرومیت
تیرچه کرومیت (Metal Deck Joist) یکی از انواع تیرچههای پیشساخته است که بر خلاف تیرچه بتنی، فاقد بتن اولیه پاشنه بوده و در زمان اجرا، به دلیل وجود بال تحتانی فلزی میتواند بارهای مرده و زنده را بدون نیاز به شمعبندی زیر سقف، تحمل کند. مراحل تولید این نوع تیرچه کاملاً صنعتی و دقیق بوده و باید تحت استانداردها و کنترل کیفی سختگیرانه انجام شود.۱. تهیه و آمادهسازی اجزای فولادیمواد اولیه تیرچه کرومیت، شامل سه جزء اصلی فولادی است که کیفیت آنها باید مطابق با استانداردهای ملی و بینالمللی (مانند ) باشد:بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
کیفیت مصالح اولیه، مستقیماً بر دوام، مقاومت و عملکرد سازهای تیرچه تأثیر میگذارد.میلگردهای فولادی:
میلگرد بالایی (میلگرد ممان منفی): اغلب از نوع (نیمهسخت) یا (سخت) استفاده میشود.
میلگرد پایینی (میلگرد کششی): شامل حداقل دو یا سه میلگرد است که بر اساس لنگر خمشی مثبت طراحی شده و معمولاً از نوع یا (آجدار) با مقاومت بالا انتخاب میگردد. نکته تخصصی: حداقل فاصله خالص بین این میلگردها باید برابر با قطر بزرگترین میلگرد یا باشد تا بتنریزی به خوبی انجام شده و پیوستگی کامل تأمین شود.
میلگردهای عرضی (خرپا/زیگزاگ): این عضو برای اتصال میلگردهای فوقانی و تحتانی و مقاومت در برابر برش در مراحل حمل و نصب استفاده میشود و معمولاً از میلگرد یا با قطر تا به صورت شبکهبندی جوششده تهیه میگردد.
بتن: بتن مورد استفاده باید دارای عیار مناسب (معمولاً حداقل سیمان) و اسلامپ کنترلشده باشد تا در عین کارایی مناسب برای ویبره، مقاومت فشاری لازم را پس از عملآوری تأمین کند.
۲. ساخت خرپای فولادی (شبکهبندی)در این مرحله، میلگردهای بالایی، پایینی و عرضی (زیگزاگ) با استفاده از دستگاههای جوش نقطهای (Spot Welding) یا جوش مقاومتی به یکدیگر متصل شده و اسکلت مثلثی شکل تیرچه موسوم به خرپا را تشکیل میدهند. در این مرحله ابعاد دقیق تیرجه مطابق با استاندارد و همچنین حداقل طول پاشنه بتنی جهت استقرار فوم سقفی و با بلوک سفالی باید رعایت شود. معمولاً در ایران طول طول پاشنه را 3.5 سانتیمتر در هر طرف در نظر میگیرند.اهمیت جوش: نقاط جوش باید از نظر مقاومت در برابر کشش، خمیدگی و برش، استاندارد لازم را داشته باشند. کیفیت پایین جوش میتواند در حین حمل و نقل یا بتنریزی، منجر به گسیختگی خرپا شود.
کنترل ابعاد: طول و ارتفاع خرپا باید با دقت زیاد کنترل شود تا پوشش بتنی (Cover) و جایگیری بلوکها در سقف، دقیقاً مطابق نقشههای سازهای باشد.
۳. بتنریزی و ویبره کردن (شکلدهی پاشنه)پس از تأیید ابعاد و کیفیت خرپا، نوبت به بتنریزی پاشنه (قسمت تحتانی تیرچه) میرسد.قالببندی: خرپاها در قالبهای فولادی قرار میگیرند که شکل نهایی پاشنه را تعیین میکند. حداقل عرض پاشنه باید باشد تا بتواند میلگردهای کششی را به طور کامل در خود جای دهد و استحکام لازم را برای تحمل بارهای حین اجرا داشته باشد.
بتنریزی و تراکم: بتن با عیار مشخص در قالب ریخته شده و فوراً با استفاده از ویبراتورهای خاص رومیزی یا لرزاننده متراکم میشود. هدف از ویبره: خارج کردن هوای محبوس، کاهش نسبت آب به سیمان مؤثر و اطمینان از پیوستگی کامل بتن با سطح میلگردهای کششی.
۴. عملآوری و نگهداریاین مرحله حیاتیترین بخش برای دستیابی به مقاومت نهایی تیرچه است و مستقیماً بر مقاومت فشاری بتن تأثیر میگذارد.محیط عملآوری: تیرچهها پس از بتنریزی و قبل از باز کردن قالبها، باید در شرایط دمایی و رطوبتی کنترلشده نگهداری شوند. این عملآوری میتواند به روشهای سنتی (پوشاندن با گونی مرطوب و پاشش آب) یا عملآوری حرارتی با بخار (برای افزایش سرعت تولید) انجام شود.
باز کردن قالب: قالبها معمولاً پس از گذشت حداقل تا ساعت (بسته به دمای محیط و نوع سیمان) و کسب مقاومت اولیه کافی برداشته میشوند.
نگهداری تا کسب مقاومت نهایی: تیرچهها باید برای حداقل روز در شرایط مرطوب نگهداری شوند تا حداقل درصد از مقاومت طراحی شده خود را به دست آورند.
۵. کنترل کیفیت، انبار کردن و بارگیریدر نهایت، تیرچههای تولیدشده باید قبل از خروج از کارخانه مورد ارزیابی کیفی قرار گیرند.آزمونهای کنترل کیفیت:
کنترل ابعادی: بررسی طول، ارتفاع، عرض پاشنه و پوشش بتنی میلگردها (Cover).
آزمون خیز (Deflection Test): انجام تست خیز تحت بار متمرکز و کنترل حداکثر مجاز طبق استاندارد.
آزمون مقاومت بتن: نمونهبرداری و ارسال مکعبهای بتنی به آزمایشگاه برای تعیین مقاومت فشاری.
انبار کردن: تیرچهها باید به صورت ایمن و تراز، بر روی شمعهای چوبی قرار گیرند تا از خم شدن یا ترک خوردگی در اثر وزن خود جلوگیری شود.
بارگیری و حمل: حمل و نقل باید به گونهای باشد که از ایجاد شوکهای ناگهانی یا شکستگیهای ناشی از تنشهای خمشی زیاد جلوگیری شود.
مراحل تولید تیرچه کرومیت
تیرچه کرومیت (Metal Deck Joist) یکی از انواع تیرچههای پیشساخته است که بر خلاف تیرچه بتنی، فاقد بتن اولیه پاشنه بوده و در زمان اجرا، به دلیل وجود بال تحتانی فلزی میتواند بارهای مرده و زنده را بدون نیاز به شمعبندی زیر سقف، تحمل کند. مراحل تولید این نوع تیرچه کاملاً صنعتی و دقیق بوده و باید تحت استانداردها و کنترل کیفی سختگیرانه انجام شود.۱. تهیه و آمادهسازی اجزای فولادیمواد اولیه تیرچه کرومیت، شامل سه جزء اصلی فولادی است که کیفیت آنها باید مطابق با استانداردهای ملی و بینالمللی (مانند ) باشد:بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
میلگردهای فولادی:
میلگرد بالایی (میلگرد ممان منفی): اغلب از نوع (نیمهسخت) یا (سخت) استفاده میشود.
میلگرد پایینی (میلگرد کششی): شامل حداقل دو یا سه میلگرد است که بر اساس لنگر خمشی مثبت طراحی شده و معمولاً از نوع یا (آجدار) با مقاومت بالا انتخاب میگردد. نکته تخصصی: حداقل فاصله خالص بین این میلگردها باید برابر با قطر بزرگترین میلگرد یا باشد تا بتنریزی به خوبی انجام شده و پیوستگی کامل تأمین شود.
میلگردهای عرضی (خرپا/زیگزاگ): این عضو برای اتصال میلگردهای فوقانی و تحتانی و مقاومت در برابر برش در مراحل حمل و نصب استفاده میشود و معمولاً از میلگرد یا با قطر تا به صورت شبکهبندی جوششده تهیه میگردد.
بتن: بتن مورد استفاده باید دارای عیار مناسب (معمولاً حداقل سیمان) و اسلامپ کنترلشده باشد تا در عین کارایی مناسب برای ویبره، مقاومت فشاری لازم را پس از عملآوری تأمین کند.
در این مرحله، میلگردهای بالایی، پایینی و عرضی (زیگزاگ) با استفاده از دستگاههای جوش نقطهای (Spot Welding) یا جوش مقاومتی به یکدیگر متصل شده و اسکلت مثلثی شکل تیرچه موسوم به خرپا را تشکیل میدهند. در این مرحله ابعاد دقیق تیرجه مطابق با استاندارد و همچنین حداقل طول پاشنه بتنی جهت استقرار فوم سقفی و با بلوک سفالی باید رعایت شود. معمولاً در ایران طول طول پاشنه را 3.5 سانتیمتر در هر طرف در نظر میگیرند.اهمیت جوش: نقاط جوش باید از نظر مقاومت در برابر کشش، خمیدگی و برش، استاندارد لازم را داشته باشند. کیفیت پایین جوش میتواند در حین حمل و نقل یا بتنریزی، منجر به گسیختگی خرپا شود.
کنترل ابعاد: طول و ارتفاع خرپا باید با دقت زیاد کنترل شود تا پوشش بتنی (Cover) و جایگیری بلوکها در سقف، دقیقاً مطابق نقشههای سازهای باشد.
۳. بتنریزی و ویبره کردن (شکلدهی پاشنه)پس از تأیید ابعاد و کیفیت خرپا، نوبت به بتنریزی پاشنه (قسمت تحتانی تیرچه) میرسد.قالببندی: خرپاها در قالبهای فولادی قرار میگیرند که شکل نهایی پاشنه را تعیین میکند. حداقل عرض پاشنه باید باشد تا بتواند میلگردهای کششی را به طور کامل در خود جای دهد و استحکام لازم را برای تحمل بارهای حین اجرا داشته باشد.
بتنریزی و تراکم: بتن با عیار مشخص در قالب ریخته شده و فوراً با استفاده از ویبراتورهای خاص رومیزی یا لرزاننده متراکم میشود. هدف از ویبره: خارج کردن هوای محبوس، کاهش نسبت آب به سیمان مؤثر و اطمینان از پیوستگی کامل بتن با سطح میلگردهای کششی.
۴. عملآوری و نگهداریاین مرحله حیاتیترین بخش برای دستیابی به مقاومت نهایی تیرچه است و مستقیماً بر مقاومت فشاری بتن تأثیر میگذارد.محیط عملآوری: تیرچهها پس از بتنریزی و قبل از باز کردن قالبها، باید در شرایط دمایی و رطوبتی کنترلشده نگهداری شوند. این عملآوری میتواند به روشهای سنتی (پوشاندن با گونی مرطوب و پاشش آب) یا عملآوری حرارتی با بخار (برای افزایش سرعت تولید) انجام شود.
باز کردن قالب: قالبها معمولاً پس از گذشت حداقل تا ساعت (بسته به دمای محیط و نوع سیمان) و کسب مقاومت اولیه کافی برداشته میشوند.
نگهداری تا کسب مقاومت نهایی: تیرچهها باید برای حداقل روز در شرایط مرطوب نگهداری شوند تا حداقل درصد از مقاومت طراحی شده خود را به دست آورند.
۵. کنترل کیفیت، انبار کردن و بارگیریدر نهایت، تیرچههای تولیدشده باید قبل از خروج از کارخانه مورد ارزیابی کیفی قرار گیرند.آزمونهای کنترل کیفیت:
کنترل ابعادی: بررسی طول، ارتفاع، عرض پاشنه و پوشش بتنی میلگردها (Cover).
آزمون خیز (Deflection Test): انجام تست خیز تحت بار متمرکز و کنترل حداکثر مجاز طبق استاندارد.
آزمون مقاومت بتن: نمونهبرداری و ارسال مکعبهای بتنی به آزمایشگاه برای تعیین مقاومت فشاری.
انبار کردن: تیرچهها باید به صورت ایمن و تراز، بر روی شمعهای چوبی قرار گیرند تا از خم شدن یا ترک خوردگی در اثر وزن خود جلوگیری شود.
بارگیری و حمل: حمل و نقل باید به گونهای باشد که از ایجاد شوکهای ناگهانی یا شکستگیهای ناشی از تنشهای خمشی زیاد جلوگیری شود.
مراحل تولید تیرچه کرومیت
تیرچه کرومیت (Metal Deck Joist) یکی از انواع تیرچههای پیشساخته است که بر خلاف تیرچه بتنی، فاقد بتن اولیه پاشنه بوده و در زمان اجرا، به دلیل وجود بال تحتانی فلزی میتواند بارهای مرده و زنده را بدون نیاز به شمعبندی زیر سقف، تحمل کند. مراحل تولید این نوع تیرچه کاملاً صنعتی و دقیق بوده و باید تحت استانداردها و کنترل کیفی سختگیرانه انجام شود.۱. تهیه و آمادهسازی اجزای فولادیمواد اولیه تیرچه کرومیت، شامل سه جزء اصلی فولادی است که کیفیت آنها باید مطابق با استانداردهای ملی و بینالمللی (مانند ) باشد:بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
اهمیت جوش: نقاط جوش باید از نظر مقاومت در برابر کشش، خمیدگی و برش، استاندارد لازم را داشته باشند. کیفیت پایین جوش میتواند در حین حمل و نقل یا بتنریزی، منجر به گسیختگی خرپا شود.
کنترل ابعاد: طول و ارتفاع خرپا باید با دقت زیاد کنترل شود تا پوشش بتنی (Cover) و جایگیری بلوکها در سقف، دقیقاً مطابق نقشههای سازهای باشد.
پس از تأیید ابعاد و کیفیت خرپا، نوبت به بتنریزی پاشنه (قسمت تحتانی تیرچه) میرسد.قالببندی: خرپاها در قالبهای فولادی قرار میگیرند که شکل نهایی پاشنه را تعیین میکند. حداقل عرض پاشنه باید باشد تا بتواند میلگردهای کششی را به طور کامل در خود جای دهد و استحکام لازم را برای تحمل بارهای حین اجرا داشته باشد.
بتنریزی و تراکم: بتن با عیار مشخص در قالب ریخته شده و فوراً با استفاده از ویبراتورهای خاص رومیزی یا لرزاننده متراکم میشود. هدف از ویبره: خارج کردن هوای محبوس، کاهش نسبت آب به سیمان مؤثر و اطمینان از پیوستگی کامل بتن با سطح میلگردهای کششی.
۴. عملآوری و نگهداریاین مرحله حیاتیترین بخش برای دستیابی به مقاومت نهایی تیرچه است و مستقیماً بر مقاومت فشاری بتن تأثیر میگذارد.محیط عملآوری: تیرچهها پس از بتنریزی و قبل از باز کردن قالبها، باید در شرایط دمایی و رطوبتی کنترلشده نگهداری شوند. این عملآوری میتواند به روشهای سنتی (پوشاندن با گونی مرطوب و پاشش آب) یا عملآوری حرارتی با بخار (برای افزایش سرعت تولید) انجام شود.
باز کردن قالب: قالبها معمولاً پس از گذشت حداقل تا ساعت (بسته به دمای محیط و نوع سیمان) و کسب مقاومت اولیه کافی برداشته میشوند.
نگهداری تا کسب مقاومت نهایی: تیرچهها باید برای حداقل روز در شرایط مرطوب نگهداری شوند تا حداقل درصد از مقاومت طراحی شده خود را به دست آورند.
۵. کنترل کیفیت، انبار کردن و بارگیریدر نهایت، تیرچههای تولیدشده باید قبل از خروج از کارخانه مورد ارزیابی کیفی قرار گیرند.آزمونهای کنترل کیفیت:
کنترل ابعادی: بررسی طول، ارتفاع، عرض پاشنه و پوشش بتنی میلگردها (Cover).
آزمون خیز (Deflection Test): انجام تست خیز تحت بار متمرکز و کنترل حداکثر مجاز طبق استاندارد.
آزمون مقاومت بتن: نمونهبرداری و ارسال مکعبهای بتنی به آزمایشگاه برای تعیین مقاومت فشاری.
انبار کردن: تیرچهها باید به صورت ایمن و تراز، بر روی شمعهای چوبی قرار گیرند تا از خم شدن یا ترک خوردگی در اثر وزن خود جلوگیری شود.
بارگیری و حمل: حمل و نقل باید به گونهای باشد که از ایجاد شوکهای ناگهانی یا شکستگیهای ناشی از تنشهای خمشی زیاد جلوگیری شود.
مراحل تولید تیرچه کرومیت
تیرچه کرومیت (Metal Deck Joist) یکی از انواع تیرچههای پیشساخته است که بر خلاف تیرچه بتنی، فاقد بتن اولیه پاشنه بوده و در زمان اجرا، به دلیل وجود بال تحتانی فلزی میتواند بارهای مرده و زنده را بدون نیاز به شمعبندی زیر سقف، تحمل کند. مراحل تولید این نوع تیرچه کاملاً صنعتی و دقیق بوده و باید تحت استانداردها و کنترل کیفی سختگیرانه انجام شود.۱. تهیه و آمادهسازی اجزای فولادیمواد اولیه تیرچه کرومیت، شامل سه جزء اصلی فولادی است که کیفیت آنها باید مطابق با استانداردهای ملی و بینالمللی (مانند ) باشد:بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
قالببندی: خرپاها در قالبهای فولادی قرار میگیرند که شکل نهایی پاشنه را تعیین میکند. حداقل عرض پاشنه باید باشد تا بتواند میلگردهای کششی را به طور کامل در خود جای دهد و استحکام لازم را برای تحمل بارهای حین اجرا داشته باشد.
بتنریزی و تراکم: بتن با عیار مشخص در قالب ریخته شده و فوراً با استفاده از ویبراتورهای خاص رومیزی یا لرزاننده متراکم میشود. هدف از ویبره: خارج کردن هوای محبوس، کاهش نسبت آب به سیمان مؤثر و اطمینان از پیوستگی کامل بتن با سطح میلگردهای کششی.
این مرحله حیاتیترین بخش برای دستیابی به مقاومت نهایی تیرچه است و مستقیماً بر مقاومت فشاری بتن تأثیر میگذارد.محیط عملآوری: تیرچهها پس از بتنریزی و قبل از باز کردن قالبها، باید در شرایط دمایی و رطوبتی کنترلشده نگهداری شوند. این عملآوری میتواند به روشهای سنتی (پوشاندن با گونی مرطوب و پاشش آب) یا عملآوری حرارتی با بخار (برای افزایش سرعت تولید) انجام شود.
باز کردن قالب: قالبها معمولاً پس از گذشت حداقل تا ساعت (بسته به دمای محیط و نوع سیمان) و کسب مقاومت اولیه کافی برداشته میشوند.
نگهداری تا کسب مقاومت نهایی: تیرچهها باید برای حداقل روز در شرایط مرطوب نگهداری شوند تا حداقل درصد از مقاومت طراحی شده خود را به دست آورند.
۵. کنترل کیفیت، انبار کردن و بارگیریدر نهایت، تیرچههای تولیدشده باید قبل از خروج از کارخانه مورد ارزیابی کیفی قرار گیرند.آزمونهای کنترل کیفیت:
کنترل ابعادی: بررسی طول، ارتفاع، عرض پاشنه و پوشش بتنی میلگردها (Cover).
آزمون خیز (Deflection Test): انجام تست خیز تحت بار متمرکز و کنترل حداکثر مجاز طبق استاندارد.
آزمون مقاومت بتن: نمونهبرداری و ارسال مکعبهای بتنی به آزمایشگاه برای تعیین مقاومت فشاری.
انبار کردن: تیرچهها باید به صورت ایمن و تراز، بر روی شمعهای چوبی قرار گیرند تا از خم شدن یا ترک خوردگی در اثر وزن خود جلوگیری شود.
بارگیری و حمل: حمل و نقل باید به گونهای باشد که از ایجاد شوکهای ناگهانی یا شکستگیهای ناشی از تنشهای خمشی زیاد جلوگیری شود.
مراحل تولید تیرچه کرومیت
تیرچه کرومیت (Metal Deck Joist) یکی از انواع تیرچههای پیشساخته است که بر خلاف تیرچه بتنی، فاقد بتن اولیه پاشنه بوده و در زمان اجرا، به دلیل وجود بال تحتانی فلزی میتواند بارهای مرده و زنده را بدون نیاز به شمعبندی زیر سقف، تحمل کند. مراحل تولید این نوع تیرچه کاملاً صنعتی و دقیق بوده و باید تحت استانداردها و کنترل کیفی سختگیرانه انجام شود.۱. تهیه و آمادهسازی اجزای فولادیمواد اولیه تیرچه کرومیت، شامل سه جزء اصلی فولادی است که کیفیت آنها باید مطابق با استانداردهای ملی و بینالمللی (مانند ) باشد:بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
محیط عملآوری: تیرچهها پس از بتنریزی و قبل از باز کردن قالبها، باید در شرایط دمایی و رطوبتی کنترلشده نگهداری شوند. این عملآوری میتواند به روشهای سنتی (پوشاندن با گونی مرطوب و پاشش آب) یا عملآوری حرارتی با بخار (برای افزایش سرعت تولید) انجام شود.
باز کردن قالب: قالبها معمولاً پس از گذشت حداقل تا ساعت (بسته به دمای محیط و نوع سیمان) و کسب مقاومت اولیه کافی برداشته میشوند.
نگهداری تا کسب مقاومت نهایی: تیرچهها باید برای حداقل روز در شرایط مرطوب نگهداری شوند تا حداقل درصد از مقاومت طراحی شده خود را به دست آورند.
در نهایت، تیرچههای تولیدشده باید قبل از خروج از کارخانه مورد ارزیابی کیفی قرار گیرند.آزمونهای کنترل کیفیت:
کنترل ابعادی: بررسی طول، ارتفاع، عرض پاشنه و پوشش بتنی میلگردها (Cover).
آزمون خیز (Deflection Test): انجام تست خیز تحت بار متمرکز و کنترل حداکثر مجاز طبق استاندارد.
آزمون مقاومت بتن: نمونهبرداری و ارسال مکعبهای بتنی به آزمایشگاه برای تعیین مقاومت فشاری.
انبار کردن: تیرچهها باید به صورت ایمن و تراز، بر روی شمعهای چوبی قرار گیرند تا از خم شدن یا ترک خوردگی در اثر وزن خود جلوگیری شود.
بارگیری و حمل: حمل و نقل باید به گونهای باشد که از ایجاد شوکهای ناگهانی یا شکستگیهای ناشی از تنشهای خمشی زیاد جلوگیری شود.
مراحل تولید تیرچه کرومیت
تیرچه کرومیت (Metal Deck Joist) یکی از انواع تیرچههای پیشساخته است که بر خلاف تیرچه بتنی، فاقد بتن اولیه پاشنه بوده و در زمان اجرا، به دلیل وجود بال تحتانی فلزی میتواند بارهای مرده و زنده را بدون نیاز به شمعبندی زیر سقف، تحمل کند. مراحل تولید این نوع تیرچه کاملاً صنعتی و دقیق بوده و باید تحت استانداردها و کنترل کیفی سختگیرانه انجام شود.۱. تهیه و آمادهسازی اجزای فولادیمواد اولیه تیرچه کرومیت، شامل سه جزء اصلی فولادی است که کیفیت آنها باید مطابق با استانداردهای ملی و بینالمللی (مانند ) باشد:بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
آزمونهای کنترل کیفیت:
کنترل ابعادی: بررسی طول، ارتفاع، عرض پاشنه و پوشش بتنی میلگردها (Cover).
آزمون خیز (Deflection Test): انجام تست خیز تحت بار متمرکز و کنترل حداکثر مجاز طبق استاندارد.
آزمون مقاومت بتن: نمونهبرداری و ارسال مکعبهای بتنی به آزمایشگاه برای تعیین مقاومت فشاری.
انبار کردن: تیرچهها باید به صورت ایمن و تراز، بر روی شمعهای چوبی قرار گیرند تا از خم شدن یا ترک خوردگی در اثر وزن خود جلوگیری شود.
بارگیری و حمل: حمل و نقل باید به گونهای باشد که از ایجاد شوکهای ناگهانی یا شکستگیهای ناشی از تنشهای خمشی زیاد جلوگیری شود.
۱. تهیه و آمادهسازی اجزای فولادیمواد اولیه تیرچه کرومیت، شامل سه جزء اصلی فولادی است که کیفیت آنها باید مطابق با استانداردهای ملی و بینالمللی (مانند ) باشد:بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
بال تحتانی (کف تیرچه): این بخش از یک ورق فولادی یا تسمه با ضخامت و عرض متناسب با دهانه و همچنین فضای مورد نیاز جهت پاشنه فوم سقفی کرومیت و بار طراحیشده، تهیه میشود. جنس این ورق معمولاً از فولاد است. این بال، نقش اصلی در تحمل لنگر خمشی مثبت را ایفا میکند.
بال فوقانی: این بال معمولاً از یک میلگرد یا ناودانی کوچک (به ویژه برای دهانههای بلند) ساخته میشود.
میلگردهای میانی (اعضای قطری یا زیگزاگ): این اعضا از میلگردهای با قطر مشخص (معمولاً بین تا ) تهیه میشوند. نقش اصلی آنها تحمل نیروی برشی در تیرچه است.
۲. برش و آمادهسازی اعضادر این مرحله، دقت ابعادی بسیار حیاتی است، چرا که کوچکترین خطا در طول اعضا، باعث عدم انطباق در جوشکاری و کاهش مقاومت نهایی تیرچه میشود.برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
برش بال تحتانی و فوقانی: بالها مطابق با طول مورد نیاز تیرچه (که معمولاً با توجه به دهانه سقف تعیین میشود) برش میخورند.
برش و خمکاری میلگردهای میانی (وب): میلگردهای زیگزاگ به طولهای یکسان و با زاویه مشخص (معمولاً یا درجه) برش خورده و خم میشوند.
۳. مونتاژ و جوشکاری اعضامونتاژ و جوشکاری اسکلت فلزی تیرچه، اصلیترین بخش تولید است و باید با بالاترین سطح دقت انجام شود.قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
قرارگیری در جیگ (Jig): قطعات فولادی (بالهای بالا و پایین، و میلگردهای زیگزاگ) در یک قالب (Jig) بسیار دقیق و ثابت قرار میگیرند تا از عدم انحراف آنها در طول فرآیند جوشکاری اطمینان حاصل شود.
جوشکاری: جوشکاری باید با استفاده از جوش مقاومتی (Resistance Welding) یا جوش قوس الکتریکی (MAG/MIG) و توسط دستگاههای اتوماتیک یا نیمهاتوماتیک انجام گیرد. نکته تخصصی: کیفیت جوش در نقاط اتصال اعضای قطری به بال تحتانی (محل تمرکز تنش برشی) باید به طور ویژه کنترل شود تا مقاومت در برابر گسیختگی برشی تأمین گردد.
کنترل فواصل و گام: فاصله افقی میلگردهای زیگزاگ (گام) و زاویه آنها باید دقیقاً مطابق با طراحی مهندسی باشد.
۴. تمیزکاری و پوشش حفاظتیپس از اتمام جوشکاری، تیرچهها برای محافظت در برابر عوامل محیطی آماده میشوند:تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
تمیزکاری سطح: هرگونه آلودگی، سرباره جوش یا زنگار از سطح فولاد تمیز میشود.
پوشش ضدزنگ: برای محافظت از اسکلت فولادی در برابر خوردگی و زنگزدگی تا زمان بتنریزی سقف، لایهای از پرایمر ضدزنگ (Zinc Chromate) بر روی تمام سطوح تیرچه اسپری یا اعمال میشود. این پوشش، عمر مفید تیرچه در زمان انبارداری و نصب را تضمین میکند.
۵. کنترل کیفیت نهایی و علامتگذاریدر آخرین مرحله، کنترل کیفی جامع شامل بازرسیهای بصری و آزمایشهای فنی انجام میشود:کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
کنترل ابعادی: بررسی طول، ارتفاع کلی و عرض بال تحتانی.
کنترل جوش: بازرسی بصری و در صورت نیاز، استفاده از روشهای آزمایشهای غیرمخرب (NDT) مانند تست ذرات مغناطیسی (MT) برای اطمینان از نفوذ و سلامت جوشها.
علامتگذاری: هر تیرچه باید با مشخصات فنی خود شامل طول، نوع فولاد و کد رهگیری کارخانه علامتگذاری شود.
انبار کردن: تیرچهها باید به صورت تراز و با تکیهگاههای مناسب انبار شوند تا دچار کمانش یا خمش دائمی نشوند.
امیرحسین ذوالفقاریان
پرسش: قیمت تیرچه بر اساس چه پارامترهایی در کارگاه شما تعیین میشود و نوسانات قیمت میلگرد چقدر روی محصول نهایی تاثیر دارد؟
مهندس صادقی
پاسخ تخصصی: قیمت تیرچه در مجموعه ما بر اساس وزن میلگردهای کششی، ممان منفی و زیگزاگ به علاوه هزینه بتن پاشنه با عیار ۴۰۰ کیلوگرم بر متر مکعب محاسبه میگردد. نوسانات بازار آهن به طور مستقیم حدود ۷۰ تا ۸۰ درصد قیمت نهایی را تغییر میدهد اما ما تلاش میکنیم با خرید عمده، ثبات بیشتری ایجاد کنیم. برای استعلام دقیق قیمت تیرچه بتنی و دریافت فاکتور رسمی، میتوانید با واحد فروش ما در تماس باشید.
سعید اسفندیاری مقدم
پرسش: برای دهانه های بالای ۶ متر خرید تیرچه بتنی با پاشنه بتنی بهتر است یا استفاده از تیرچه های با جان باز و فلزی را توصیه میکنید؟
مهندس صادقی
پاسخ تخصصی: برای دهانه های بالای ۶ متر، خرید تیرچه بتنی با جان مضاعف یا دوبل توصیه میشود تا سختی سقف حفظ شده و از لرزش جلوگیری شود. تیرچه های بتنی به دلیل صلبیت بالاتر و قیمت مناسب تر نسبت به تیرچه های فلزی، در اکثر پروژه های مسکونی اولویت دارند. البته کنترل خیز منفی در زمان تولید برای این دهانه ها الزامی است. برای مشاوره مهندسی و ارتباط با مهندس صادقی و تحلیل نقشه های سازه خود، با ما در ارتباط باشید.
علیرضا پیروزبخت
پرسش: در فرایند تولید تیرچه در کارگاه شما از چه نوع میلگردی استفاده میشود و آیا امکان بازدید از خط تولید برای کنترل کیفیت وجود دارد؟
مهندس صادقی
پاسخ تخصصی: ما در تولید تیرچه از میلگرد استاندارد A3 با تنش تسلیم ۴۰۰ مگاپاسکال استفاده میکنیم که بهترین گزینه برای تحمل نیروهای کششی سقف است. بتن ریزی پاشنه نیز به صورت صنعتی و با دستگاه های اتوماتیک انجام میشود تا از ایجاد تخلخل جلوگیری شود. بازدید از خط تولید برای تمامی سازندگان فراهم است. برای مشاوره بیشتر و همچنین ارسال لیست قیمت لطفا از طریق واتساپ، روبیکا یا ایتا با شماره 09121022495 مهندس صادقی در ارتباط باشید.
مهران افشارطوس
پرسش: چطور میتونم از کیفیت بتن پاشنه تیرچه بتنی مطمئن بشم چون شنیدم بعضی جاها از بتن با عیار پایین استفاده میکنند؟
مهندس صادقی
پاسخ تخصصی: کیفیت بتن پاشنه با تست چکش اندورز یا نمونه برداری آزمایشگاهی مشخص میشود؛ ما در صاد از بتن با عیار حداقل ۴۰۰ استفاده میکنیم که مقاومت فشاری لازم را برای انتقال نیرو فراهم میکند. همچنین عرض پاشنه ما طبق استاندارد ۲۹۰۹ حداقل ۱۲ سانتی متر لحاظ میشود تا پوشش بتنی میلگردها (کاور) حفظ شود. اعتماد شما سرمایه ماست و تمامی محصولات با ضمانت کیفیت مهندسی ارائه میشوند.
جواد پورحسینی
پرسش: قیمت تیرچه بتنی برای سقف با بار زنده ۲۰۰ کیلوگرم با سقفی که بار زنده بیشتری دارد تفاوت زیادی در نوع میلگردها ایجاد میکند؟
مهندس صادقی
پاسخ تخصصی: بله، قطعا متفاوت است؛ در سقف هایی با بار زنده بالا یا دهانه های بلند، نمره میلگردهای اصلی از ۱۰ یا ۱۲ به ۱۴ و ۱۶ افزایش می یابد که بر قیمت تیرچه تاثیر مستقیم دارد. طراحی طرح اختلاط مهندسی و انتخاب آرایش میلگردها باید دقیقا مطابق دفترچه محاسبات سازه باشد تا ایمنی سقف تامین گردد. برای مشاوره مهندسی و ارتباط با مهندس صادقی و دریافت لیست متریال، با شماره های درج شده تماس بگیرید.
حامد رضوانیان
پرسش: خرید تیرچه برای پروژه های انبوه سازی در تهران و حومه شامل تخفیف های ویژه میشود و نحوه ارسال به چه صورت است؟
مهندس صادقی
پاسخ تخصصی: بله، برای پروژه های انبوه سازی و خرید تیرچه در حجم بالا، تخفیفات پله کانی در نظر گرفته شده است. ارسال محصولات با تریلی یا جفت و با نظارت مستقیم تیم لجستیک انجام میشود تا از شکستگی پاشنه ها جلوگیری شود. تمامی تیرچه ها با قلاب های فلزی جهت سهولت در جرثقیل زنی تولید میشوند. برای مشاوره بیشتر و همچنین ارسال لیست قیمت لطفا از طریق واتساپ، روبیکا یا ایتا با شماره 09121022495 مهندس صادقی در ارتباط باشید.
کامران میرسپاسی
پرسش: چرا تیرچه بتنی صنعتی نسبت به روش سنتی خرپایی برتری دارد و آیا در کاهش هزینه های کلی ساختمان تاثیرگذار است؟
مهندس صادقی
پاسخ تخصصی: تیرچه صنعتی به دلیل جوش نقطه ای اتوماتیک، هیچ گونه کاهش مقطعی در میلگرد ایجاد نمیکند و از سوختن میلگرد که در جوش دستی رایج است، جلوگیری میشود. این موضوع باعث افزایش عمر مفید سازه و کاهش مصرف آهن میشود. خرید تیرچه بتنی صنعتی در دراز مدت هزینه های نگهداری ساختمان را کاهش داده و سرعت اجرای سقف را بالا میبرد.
فرهاد جمشیدیان
پرسش: برای سقف هایی که قرار است گرمایش از کف بشوند، ضخامت پاشنه تیرچه باید چقدر باشد تا مشکلی برای لوله ها پیش نیاید؟
مهندس صادقی
پاسخ تخصصی: ضخامت پاشنه تیرچه به طور استاندارد ۴ تا ۵ سانتی متر است و ارتباط مستقیمی با سیستم گرمایش از کف ندارد، زیرا لوله ها روی بلوک و بتن سرتاسری قرار میگیرند. اما کیفیت تیرچه باید به گونه ای باشد که در برابر بارهای مرده اضافی مقاوم بماند. برای بررسی دقیق تر نقشههای اجرایی، مشاوره مهندسی و ارتباط با مهندس صادقی بهترین راهکار برای شماست.
مجتبی شاهرخی
پرسش: تفاوت قیمت تیرچه با میلگرد نمره ۸ و ۱۰ در بازار امروز چقدر است و کدوم رو برای آپارتمان ۴ طبقه پیشنهاد میدین؟
مهندس صادقی
پاسخ تخصصی: تفاوت قیمت بستگی به وزن نهایی هر متر طول تیرچه دارد؛ معمولا استفاده از میلگرد نمره ۱۰ یا ۱۲ برای طبقات پایین تر به دلیل فشار بیشتر توصیه میشود. انتخاب نمره میلگرد یک بحث تخصصی مهندسی است و نباید صرفا بر اساس قیمت تصمیم گرفت. ایمنی ساکنان اولویت اول ماست. برای مشاوره بیشتر و همچنین ارسال لیست قیمت لطفا از طریق واتساپ، روبیکا یا ایتا با شماره 09121022495 مهندس صادقی در ارتباط باشید.
مهدی سعادت خواه
پرسش: آیا استفاده از تیرچه در مناطقی با رطوبت بالا باعث زنگ زدگی میلگرد داخل بتن نمیشود؟
مهندس صادقی
پاسخ تخصصی: اگر بتن پاشنه با تراکم بالا و عیار مناسب تولید شود، به عنوان یک لایه محافظ (کاور) عمل کرده و از نفوذ رطوبت و اکسیژن به میلگرد جلوگیری میکند. ما در تولیدات خود از افزودنی های روان کننده استفاده میکنیم تا بتن کاملا به میلگرد بچسبد. خرید تیرچه بتنی با کیفیت از زنگ زدگی زودرس سازه شما جلوگیری میکند.
بابک فرمان آرا
پرسش: فاصله بین زیگزاگ ها در تیرچه بتنی استاندارد چقدر باید باشد تا در موقع بتن ریزی سقف، تیرچه ها دچار کمانش نشوند؟
مهندس صادقی
پاسخ تخصصی: طبق استاندارد نشریه ۹۵ و ۲۹۰۹، فاصله گام زیگزاگ ها معمولا ۲۰ سانتی متر لحاظ میشود. اگر این فاصله بیشتر شود، مقاومت برشی تیرچه کاهش یافته و خطر کمانش در زمان اجرای بتن سقف افزایش می یابد. ما در شرکت صاد تمامی استانداردها را به دقت رعایت میکنیم. برای مشاوره مهندسی و ارتباط با مهندس صادقی جهت محاسبات سقف، تماس بگیرید.
نیما اعتصامی
پرسش: قیمت تیرچه های شما شامل مالیات بر ارزش افزوده هم میشود یا به صورت خالص اعلام میگردد؟
مهندس صادقی
پاسخ تخصصی: قیمت های اعلامی در وب سایت و استعلام های تلفنی معمولا قیمت درب کارخانه است. برای فاکتورهای رسمی و پروژه های دولتی، موارد قانونی لحاظ خواهد شد. جهت دریافت لیست قیمت بروز و شفاف، پیشنهاد میشود با کارشناسان ما صحبت کنید. برای مشاوره بیشتر و همچنین ارسال لیست قیمت لطفا از طریق واتساپ، روبیکا یا ایتا با شماره 09121022495 مهندس صادقی در ارتباط باشید.
مصطفی کریم زادگان
پرسش: خرید تیرچه بتنی پیش تنیده با تیرچه خرپایی معمولی چه تفاوتی در اجرا دارد و کدوم اقتصادی تر هست؟
مهندس صادقی
پاسخ تخصصی: تیرچه پیش تنیده نیاز به جک گذاری کمتری دارد اما اجرای آن حساس تر است و به تخصص بیشتری نیاز دارد. تیرچه بتنی خرپایی معمولی به دلیل در دسترس بودن و سهولت در اتصال به تیرهای اصلی، همچنان محبوب ترین گزینه در ایران است. انتخاب بین این دو بستگی به نوع سازه و دهانه ها دارد که مهندس محاسب باید تایید کند.
وحید صلواتی
پرسش: سلام وقت بخیر، قیمت تیرچه رو بر اساس متر طول میگید یا وزن نهایی؟ چون برای برآورد هزینه ساختمان نیاز به عدد دقیق دارم.
مهندس صادقی
پاسخ تخصصی: سلام بر شما، در بازار تیرچه هم به صورت متر طول (با مشخصات فنی معین) و هم بر اساس وزن میلگرد مصرفی قیمت گذاری میشود. برای برآورد دقیق، شما باید نقشه تیرریزی را برای ما ارسال کنید تا وزن دقیق میلگردها استخراج شود. برای مشاوره مهندسی و ارتباط با مهندس صادقی و ارسال نقشه ها، از طریق پیام رسان ها اقدام نمایید.
آرش گودرزیان
پرسش: برای دهانه ۵ متری، میلگرد تقویت (اوتکا) الزامی است یا همان میلگردهای اصلی تیرچه کفایت میکند؟
مهندس صادقی
پاسخ تخصصی: میلگرد تقویت یا اوتکا برای تحمل لنگرهای منفی در تکیه گاه ها و جلوگیری از برش الزامی است، فارغ از طول دهانه. این میلگردها پایداری سقف را در برابر زلزله تضمین میکنند. خرید تیرچه بتنی باید همراه با سفارش اوتکا و ممان منفی باشد. برای مشاوره بیشتر و همچنین ارسال لیست قیمت لطفا از طریق واتساپ، روبیکا یا ایتا با شماره 09121022495 مهندس صادقی در ارتباط باشید.
ناصر ملک
پرسش: کیفیت زیگزاگ ها چقدر در قیمت تیرچه تاثیر داره؟ آخه شنیدم بعضی ها از میلگرد نرم یا کششی ضعیف استفاده میکنند.
مهندس صادقی
پاسخ تخصصی: میلگرد زیگزاگ نقش حیاتی در تحمل بارهای جانبی و برشی دارد. استفاده از میلگرد نمره ۶ یا ۶.۵ فابریک استاندارد الزامی است. میلگردهای غیر استاندارد شاید قیمت تیرچه را کمی پایین بیاورند اما ریسک فروپاشی سقف هنگام بتن ریزی را به شدت بالا میبرند. ما فقط از میلگرد فابریک استفاده میکنیم.
شایان جهانشاهی
پرسش: میشه تیرچه بتنی رو برای اسکلت فلزی هم استفاده کرد یا فقط مخصوص اسکلت بتنی هست؟
مهندس صادقی
پاسخ تخصصی: بله، تیرچه بتنی به راحتی در اسکلت های فلزی نیز قابل استفاده است؛ فقط باید نشیمن تیرچه روی بال تیرآهن (حداقل ۵ سانتی متر) و استفاده از میلگردهای اودکا به دقت کنترل شود. این ترکیب هزینه اجرای سقف را در ساختمان های فلزی کاهش میدهد. برای مشاوره مهندسی و ارتباط با مهندس صادقی در خصوص جزییات اتصال، تماس بگیرید.
امید ابراهیمیان
پرسش: حمل و نقل تیرچه ها چقدر هزینه بر هست و آیا امکان شکستن پاشنه بتنی در دست اندازهای جاده وجود داره؟
مهندس صادقی
پاسخ تخصصی: هزینه حمل بر اساس مسافت و نوع ماشین محاسبه میشود. برای جلوگیری از شکستن پاشنه تیرچه بتنی، ما از چوب های لایه ای بین ردیف ها استفاده میکنیم تا فشار به صورت یکنواخت پخش شود. تخلیه نیز باید با دقت و توسط جرثقیل یا کارگران با تجربه انجام شود. برای مشاوره بیشتر و همچنین ارسال لیست قیمت لطفا از طریق واتساپ، روبیکا یا ایتا با شماره 09121022495 مهندس صادقی در ارتباط باشید.
پویا بختیاری زاد
پرسش: خرید تیرچه از کارگاه های غیرمجاز چه خطراتی داره؟ چون قیمتشون خیلی وسوسه کننده است.
مهندس صادقی
پاسخ تخصصی: خطر اصلی استفاده از میلگردهای ذوبی و بتن دستی با عیار پایین است که باعث میشود سقف تحت بار زنده دچار خیز بیش از حد یا ترک خوردگی شود. در مهندسی ساختمان، هیچ ارزانی بی علت نیست. قیمت تیرچه بتنی استاندارد تضمین کننده امنیت جان ساکنان است. همیشه از مراکز دارای پروانه استاندارد خرید کنید.
کسری انصاری فر
پرسش: ممان منفی در تیرچه دقیقا چه وظیفه ای داره و اگر در سقف اجرا نشه چه اتفاقی میفته؟
مهندس صادقی
پاسخ تخصصی: ممان منفی یا میلگرد سرتیرچه، برای تحمل لنگرهای ایجاد شده در محل تکیه گاه ها تعبیه میشود. عدم استفاده از آن باعث ایجاد ترک های طولی در بالای سقف و کنار تیرهای اصلی میشود که به مرور زمان صلبیت سقف را از بین میبرد. برای مشاوره مهندسی و ارتباط با مهندس صادقی و دریافت جزییات اجرایی سقف، با ما در تماس باشید.